

激光錫絲焊接機(jī):精密電子焊接的可靠替代方案
越來越多做消費(fèi)電子、汽車線束或電源模塊的客戶開始轉(zhuǎn)向激光錫絲焊接機(jī),主要原因就一個(gè):傳統(tǒng)電烙鐵或熱風(fēng)焊在微型化、高密度場景下越來越難控。但換成激光后,并不是所有問題都自動消失。用得好,它能提升良率;用不好,反而帶來新麻煩。
")
為什么選激光錫絲而不是純激光熔焊?
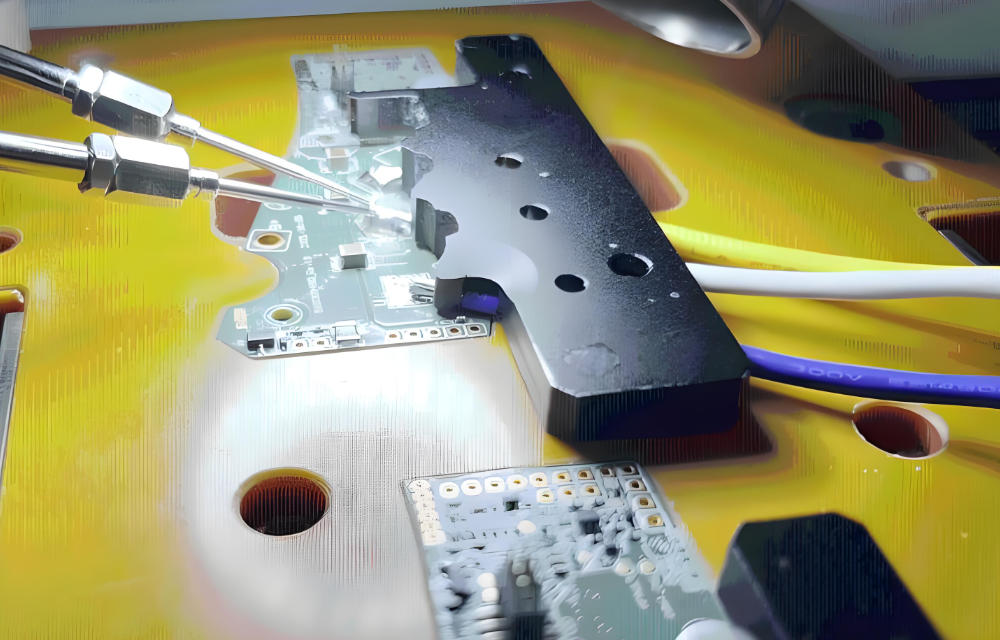
很多金屬連接點(diǎn)(比如銅線與焊盤)本身不熔,需要添加焊料形成冶金結(jié)合。激光錫絲焊接機(jī)通過同步送錫+局部加熱,只熔化焊錫而不損傷基材,特別適合0.3mm以下細(xì)線、柔性電路板或帶塑料外殼的組件。相比烙鐵,它無接觸、無機(jī)械應(yīng)力;相比熱風(fēng),熱影響區(qū)更小,不會吹偏周邊元件。這是它在精密電子領(lǐng)域不可替代的核心價(jià)值。
錫絲送進(jìn)精度直接影響焊接一致性
激光錫絲焊接機(jī)的送絲系統(tǒng)必須穩(wěn)定可控。如果送絲速度波動大,或停錫有延遲,容易造成堆錫、虛焊或拉尖。好的設(shè)備采用閉環(huán)伺服送絲機(jī)構(gòu),配合激光啟停與送絲動作嚴(yán)格同步,確保每次熔錫量一致。同時(shí),錫絲直徑選擇也很關(guān)鍵——0.3mm適用于細(xì)間距,0.5mm更適合大焊點(diǎn),設(shè)備應(yīng)支持快速更換導(dǎo)管和壓輪以適配不同規(guī)格。
溫度控制靠的是能量管理,不是測溫
有人問能不能加溫度傳感器實(shí)時(shí)監(jiān)控?實(shí)際上,在微秒級激光作用下,傳統(tǒng)熱電偶根本來不及響應(yīng)。真正可靠的控制方式是通過調(diào)節(jié)激光功率、脈寬、頻率和送絲速度,間接管理熱輸入。例如焊接鍍金引腳時(shí),采用短脈沖預(yù)熱+主脈沖熔錫,可避免金脆現(xiàn)象。設(shè)備是否開放這些參數(shù)組合權(quán)限,決定了工藝調(diào)試的自由度。
視覺定位要看實(shí)用性
焊點(diǎn)越小,對位越關(guān)鍵。激光錫絲焊接機(jī)若只配普通攝像頭,無法清晰識別反光焊盤或深色PCB上的標(biāo)記點(diǎn)。建議選擇帶同軸光源、可調(diào)焦距的CCD系統(tǒng),并支持模板匹配或邊緣檢測算法。部分機(jī)型還能自動補(bǔ)償裝夾偏差,這對非標(biāo)夾具或手工上料場景尤為重要。
煙霧處理與維護(hù)常被低估
錫焊過程會產(chǎn)生助焊劑煙霧,長期積累會污染光學(xué)鏡片,導(dǎo)致激光衰減。設(shè)備應(yīng)集成局部抽風(fēng)接口,并在光路設(shè)計(jì)上做防污隔離。同時(shí),送絲通道是否易清理、聚焦頭是否快拆,也影響日常維護(hù)效率。對于日焊數(shù)千點(diǎn)的產(chǎn)線,這些細(xì)節(jié)直接關(guān)聯(lián)設(shè)備可用率。
選擇激光錫絲焊接機(jī),關(guān)鍵看它是否能在你的實(shí)際生產(chǎn)節(jié)奏中穩(wěn)定輸出合格焊點(diǎn)。設(shè)備的送絲精度、能量控制邏輯、視覺對位能力以及日常維護(hù)設(shè)計(jì),共同決定了長期使用的效率與成本。與其追求參數(shù)多么高,不如關(guān)注系統(tǒng)整體的工程成熟度和工藝適配性。只有真正融入產(chǎn)線流程、減少人為干預(yù)、降低不良率的方案,才能為精密電子制造帶來可持續(xù)的價(jià)值。

 掃一掃添加微信
掃一掃添加微信